Introduktion: Den kritiska rollen för slipande urval i tillverkningen
I världen av industriell tillverkning och ytbehandling uppstår ofta en grundläggande fråga: varför erbjuder marknaden många typer av stålskott när en enda universell produkt kan verka mer effektiv? Svaret ligger i det komplexa samspelet mellan materialvetenskap, tillämpningskrav och ekonomiska faktorer som dikterar optimalt slipande urval.
Den globala slipande marknaden, värderad till cirka 52 miljarder dollar 2023, fortsätter att diversifiera när tillverkarna inser att ingen enda slipningstyp effektivt kan hantera det enorma spektrumet av ytförberedningsutmaningar. Från fordonskomponenter till flyg- och rymdstrukturer har det exakta urvalet av stålskottssorter blivit en vetenskap i sig, vilket direkt påverkar produktkvalitet, driftseffektivitet och tillverkningskostnader.

FörståelseStålskott: Mer än bara metallpartiklar
Tillverkningsprocessen och dess påverkan på variation
Stålskottproduktion börjar med noggrant kontrollerade metallurgiska processer som bestämmer slutproduktens egenskaper. Resan från råvaror till färdig slipande innebär:
Smältande och legering: Olika stålkompositioner skapar olika hårdhetsnivåer och strukturella egenskaper. Stål med högt kol (0,85% -1,2% kol) producerar extremt hårt skott för aggressiv rengöring, medan medelstora stål med medelkol (0,7% -0,85% kol) ger bättre hållbarhet för upprepad användning.
Finfördelningstekniker: Metoden för att omvandla smält stål till sfäriska partiklar påverkar signifikant partikelmorfologi. Centrifugalatomisering skapar enhetliga sfärer, medan vattenförstärkning ger något oregelbundna former för specifika förankringsprofiler.
Värmebehandling precision: Kylning och härdningsprocesser styrs noggrant för att uppnå önskad hårdhet och mikrostruktur. Tempereringstemperaturen och varaktigheten avgör om skottet kommer att vara sprött eller duktil, vilket direkt påverkar dess nedbrytningsegenskaper och livslängd.
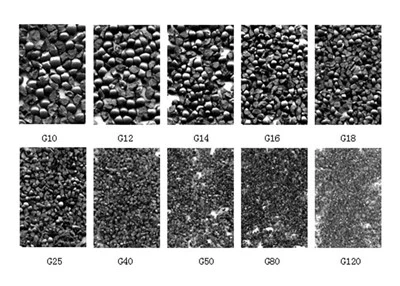
Storleksklassificering: Modern screeningteknologi sorterar skjuten i exakta storleksfördelningar. SAE J444-standarden definierar 16 klassificeringar av olika storlek, från G-10 (2,36-3,35 mm) till S-660 (15,7-18,7 mm), var och en serverar specifika applikationer.
Viktiga prestandaegenskaper som kräver variation
Hårdhetsvariationer: Stålskotthårdhet sträcker sig vanligtvis från HRC 40-65, med olika applikationer som kräver specifika hårdhetsnivåer:
HRC 40-45: Mjukt skott för delikata ytor och minimal underlagsborttagning
HRC 45-55: Allmänt ändamål för rengöring och avkalkning
HRC 55-65: Hårt skott för aggressiv skärning och ytberedning
Densitet och påverkan energi: Densiteten för stålskott (ungefär 7,4-7,8 g/cm³) i kombination med dess hastighet bestämmer den kinetiska energin som överförs till arbetsstycket. Olika applikationer kräver exakt energikontroll för att uppnå önskade resultat utan att skada underlag.
Hållbarhet och uppdelningsnivåer: Mikrostrukturen och hårdheten bestämmer hur skottet bryts ned under användning. Vissa applikationer kräver skott som upprätthåller sin storlek och form, medan andra drar nytta av kontrollerad nedbrytning för att upprätthålla skärningseffektivitet.

Applikationsspecifika krav: Varför en storlek inte passar alla
Bilindustrin: Precision och konsistens
Bilsektorn visar varför slipande variation är väsentlig. Olika komponenter kräver specifikt konstruerat stålskott:
Motorkomponenter: Vevaxlar och anslutningsstänger genomgår skott med mycket sfäriskt, enhetligt skott (vanligtvis S230-S330) för att inducera tryckspänningar som förbättrar trötthetsmotståndet. Den exakta storlekskontrollen säkerställer konsekvent täckning och intensitet.
Sändningsdelar: Växlar och axlar kräver skott som kan komma åt komplexa geometrier utan att orsaka dimensionella förändringar. Mindre skottstorlekar (S110-S170) med hög hårdhet (HRC 50-55) ger den nödvändiga precisionen.
Kroppspaneler: Stora ytområden kräver skott som ger enhetlig rengöring utan överdriven metallborttagning. Mjukare skott (HRC 40-45) i medelstora storlekar (S390-S550) förhindrar panelförvrängning medan du tar bort beläggningar och föroreningar.
Aerospace and Defense: Extreme prestationskrav
Aerospace -industrin presenterar några av de mest krävande applikationerna för stålskott:
Turbinkomponenter: Jetmotorblad genomgår skott med exceptionellt enhetligt, härdat stålskott för att skapa exakt kontrollerade tryckstresslager. Även mindre variationer i skottstorlek eller hårdhet kan kompromissa med komponentens tillförlitlighet.
Strukturella komponenter: Flygplaner och landningsutrustning kräver skott som kan ge specifika förankringsmönster för beläggning vidhäftning samtidigt som materialintegritet bibehålls. Skottet måste vara fritt från föroreningar som kan orsaka spänningskorrosion.
Underhåll och reparation: Översynsanläggningar använder olika skotttyper för olika underhållsoperationer, från färgborttagning på aluminiumskinn till korrosionskontroll på stålkomponenter. Varje applikation kräver specifikt formulerade slipmedel.
Tung industri och infrastruktur: hållbarhet och effektivitet
Storskaliga applikationer visar hur skottval påverkar operativ ekonomi:
Skeppsbyggnad och reparation: Massiva stålstrukturer kräver aggressiva rengöringsfunktioner. Stora, hårt skott (G40-G50) ger snabba rengöringshastigheter på tjocka stålplattor, medan mindre storlekar adresserar detaljerade områden.
Bryggtillverkning: Vädrande stålkomponenter behöver ytberedning som skapar optimala profiler för skyddsbeläggningssystem. Skottstorleken och hårdheten måste matchas med ståltjocklek och beläggningsspecifikationer.
Gjutningar och förlåtelser: Olika metaller och ytförhållanden kräver skräddarsydda slipmedel. Duktila järngjutningar kräver olika skottegenskaper än stålförfogningar eller aluminiumgjutningar.

De tekniska begränsningarna för ett universellt slipmedel
Materialkompatibilitetsproblem
Att försöka använda en enda typ av stålskott över alla applikationer skulle skapa många problem:
Underlagsskadorisk: Hårt skott som används på mjuka material (aluminium, mässing eller tunt stål) skulle orsaka överdrivet metallborttagning, dimensionella förändringar och möjlig komponentförvrängning.
Otillräcklig rengöringskraft: Mjukt skott som används på kraftigt skalade eller förorenade ytor skulle kräva förlängda behandlingstider, öka kostnaderna och minska genomströmningen.
Ytprofilproblem: Olika beläggningssystem kräver specifika förankringsmönster. Ett universellt skott skulle antingen ge otillräcklig profil för tjocka beläggningar eller överdriven profil för tunna beläggningar.
Ekonomiska överväganden
De ekonomiska konsekvenserna av att använda olämpligt skott är betydande:
Förbrukningsgraden: Skott som bryts ner för snabbt för en viss applikation ökar konsumtionskostnaderna och driftstopp för systemunderhåll.
Energieffektivitet: Ineffektiv rengöring kräver längre behandlingstider, ökar energiförbrukningen och minskar den totala utrustningseffektiviteten.
Kvalitetskostnader: Felaktig beredning av ytan leder till beläggningsfel, omarbetning och potentiella produktåterkallelser, vilket överträffar eventuella besparingar från slipande standardisering.
Tekniska prestandabegränsningar
Peening intensitetskontroll: Skottpanningstillämpningar kräver exakt kontroll över Almen -intensiteten, som påverkas direkt av skottstorlek, hårdhet och hastighet. Ett universellt skott kunde inte tillhandahålla den nödvändiga processkontrollen.
Yttäckningsoptimering: Olika skottstorlekar och typer ger olika täckningshastigheter. Den optimala ekonomiska balansen mellan behandlingstid och skottförbrukning varierar beroende på tillämpning.
Dammproduktion: Skottkomposition och hårdhet påverkar dammgenereringshastigheter. Vissa applikationer, särskilt i livsmedelsbearbetning eller rena tillverkningsmiljöer, kräver formuleringar med låg damm.
Utvecklingen avStålskottVarianter: Svara på branschbehov
Historisk utveckling
Diversifiering av stålskottstyper representerar ett svar på utvecklande industriella krav:
Tidig industriell era: Enkelt gjutjärnskott betjänade grundläggande rengöringsbehov men erbjöd dålig hållbarhet och inkonsekvent prestanda.
Mitten av 1900-talet: Utvecklingen av genomhärdat gjutstålskott förbättrade hållbarhet och konsistens, vilket möjliggör mer krävande applikationer.
Slutet av 1900 -talet: Speciallegeringar och förbättrade värmebehandlingsprocesser skapade skott med specifika prestandaegenskaper för särskilda branscher.
2000 -talet innovationer: Nanostrukturerade beläggningar, sammansatta partiklar och digitalt kontrollerade tillverkningsprocesser har ytterligare utökat de tillgängliga alternativen.
Moderna klassificeringssystem
Nuvarande stålskottssorter kategoriseras genom flera standardiserade system:
SAE J444 klassificering: Definierar krav på storlek, hårdhet och kemisk sammansättning för gjutstålskott.
ISO 11124-3 Standard: Ger internationella specifikationer för högkolgjutet stålskott.
Tillverkarspecifika betyg: Ledande producenter har utvecklat egenutvecklade formuleringar för specialiserade tillämpningar, ofta skyddade av patent och affärshemligheter.
Framtiden för Steel Shot Technology: Ökande specialisering
Framväxande trender
Applikationsspecifika formuleringar: Tillverkare utvecklar skott optimerade för speciella material eller processer, till exempel skott specifikt utformade för beredning av rostfritt stål eller ytbehandling av aluminium.
Smart slipmedel: Forskning om slipmedel med inbäddade sensorer eller spårare kan ge processövervakning och kontroll i realtid.
Miljööverväganden: Utveckling av långvariga skott och förbättrade återvinningssystem behandlar hållbarhetsproblem samtidigt som driftskostnaderna minskar.
Digital integration: AI-driven slipande urvalssystem hjälper tillverkare att välja det optimala skottet för sina specifika applikationer baserat på material, utrustning och önskade resultat.
Omöjligt med standardisering
Trots framstegen inom tillverkningstekniken är trenden mot större specialisering snarare än konsolidering. De grundläggande fysiska principerna som styr slipande prestanda-kinetisk energiöverföring, skärmekanik och ytinteraktionsförmåga som olika tillämpningar kommer att fortsätta kräva olika slipande egenskaper.
Slutsats: Omfamna mångfald för optimala resultat
Variationen av stålskottstyper som finns tillgängliga idag representerar inte marknadsfragmentering utan teknisk sofistikering. Varje klass, storlek och formulering tjänar ett specifikt syfte i det komplexa ekosystemet för industriell ytberedning.
Tillverkare som förstår och omfamnar denna mångfald får betydande konkurrensfördelar:
Kvalitetsförbättring: Matchning av skottet till applikationen ger överlägsen ytberedning, vilket leder till bättre beläggning vidhäftning, förbättrad trötthetsprestanda och förbättrad produkttillförlitlighet.
Kostnadsminskning: Val av optimalt skott minskar konsumtionsnivåerna, minskar energianvändningen, minimerar omarbetningen och förbättrar den totala utrustningens effektivitet.
Processoptimering: Det högra skottet för applikationen ökar genomströmningen, minskar behandlingstiden och möjliggör mer konsekventa resultat.
Innovationstätning: Specialiserade slipmedel underlättar utvecklingen av nya tillverkningsprocesser och material och driver tekniska framsteg mellan branscher.
I stället för att söka en obefintlig universell lösning investerar framgångsrika tillverkare i att förstå deras specifika slipkrav och utveckla strategiska relationer med tekniska partners som kan tillhandahålla skräddarsydda lösningar. Framtiden för ytförberedelser ligger inte i förenkling utan i smartare, mer exakt slipande urval baserat på omfattande teknisk förståelse och praktisk erfarenhet.
I det utvecklande landskapet inom industriell tillverkning är frågan inte "Varför finns det så många typer av stålskott?" utan snarare "hur kan vi bättre matcha rätt skott till varje specifik applikation för att uppnå optimala resultat?" Svaret på denna fråga kommer att fortsätta driva innovation och förbättring av ytförberedande teknik under många år framöver.