Verkställande sammanfattning: Den hållbara sliprevolutionen
I en era där miljömedvetenhet möter industriell effektivitet,valnötskal slipmedeldyker upp som en speländringslösning inom flera branscher. Medan traditionella metall slipmedel har dominerat ytbehandlingsapplikationer i årtionden, erbjuder detta naturliga alternativ oöverträffade fördelar för specifika tillämpningar där ytintegritet, miljöpåverkan och materialkompatibilitet är avgörande.
Den globala slipande marknaden, värderad till 48,2 miljarder dollar 2023, bevittnar en betydande förskjutning mot miljövänliga alternativ. Valnötskal slipmedel beräknas växa till en CAGR på 7,8% till och med 2028, särskilt i Nordamerika och Europa där miljöreglerna blir allt strängare.


Kemisk sammansättning och fysiska egenskaper: grundläggande skillnader
Molekylstrukturanalys
Valnötskal slipmedel består främst av:
Lignin (45-50%)
Cellulosa (25-30%)
Hemicellulosa (15-20%)
Naturliga fenolföreningar (3-5%)
Denna organiska sammansättning kontrasterar skarpt med metall slipmedel, som vanligtvis innehåller:
Järnoxider (70-95% i stålkorn)
Kiselföreningar (i aluminiumoxid slipmedel)
Olika legeringselement (krom, nickel, mangan)

Egenskaper och densitetsegenskaper
Mohs hårdhetsskala avslöjar betydande skillnader:
Valnötsskal: 2.5-3.5 Mohs
Stålkorn: 6.0-8.0 Mohs
Aluminiumoxid: 9,0 Mohs
Kiselkarbid: 9,5 Mohs
Densitetsvariationer är lika anmärkningsvärda:
Valnötsskal: 1,2-1,4 g/cm³
Stålkorn: 7.8-7,9 g/cm³
Aluminiumoxid: 3,9-4,1 g/cm³
Prestandaegenskaper: Jämförande analys
Impact Energy and Surface Interaction
Valnötskal slipmedelUppvisa unika deformationsegenskaper:
Elastisk deformation vid påverkan
Gradvis slitmönster
Djupet med låg yta (5-15 um)
Minimalt borttagning av substrat (0,1-0,5 um/pass)
Metall slipmedel visar:
Plastdeformationsegenskaper
Aggressiv skärning
Djup ytpenetration (20-100 um)
Snabbt materialborttagning (2-10 um/pass)
Termiska egenskaper och säkerhetshänsyn
Valnötsskalfördelar:
Låg värmeledningsförmåga (0,15 W/m · K)
Icke-sparkande egenskaper
Auto-antydningstemperatur: 430 grader
Nedbrytningstemperatur: 200 grader
Metall slipande begränsningar:
Hög värmeledningsförmåga (15-50 W/m · k)
Sparkgenereringsrisk
Ingen definierad tändtemperatur
Smältpunkter: 1200-1800 grad

Applikationsspecifik prestanda: Branschfallstudier
Rengöring av flyg- och rymdkomponent
Boeing Corporation: s forskning visar:
Valnötsskal rengöringseffektivitet: 98,7% avlägsnande av föroreningar
Ytprofil Konservering: RA <0,2 um förändring
Komponentens livslängdsförbättring: 22-25%
Underhållskostnadsminskning: 35%
Fordonsåterställning
Vintage Automobile Restoration Shops Report:
Original ytbevarande: 95% integritet upprätthålls
Måltjockleksminskning: <0,1 mil
Historisk noggrannhetskonservering: 98%
Förbättring av kundnöjdhet: 42%
Elektroniktillverkning
Tryckt kretskort (PCB) Tillverkare Dokument:
Circuit Trace Integrity: 99,9% bevarande
Delamineringsförebyggande: 100% effektivitet
Elektrostatiskt urladdningsskydd: Inherent Egenskaper
Cleanroom Compatibility: Klass 1000 standarder
Bedömning av miljökonsekvenser: Hållbarhetsmätningar
Koldioxidavtrycksanalys
Livscykelbedömning avslöjar:
Valnötsskalproduktion: 0,8-1,2 kg co₂/kg
Stålkorgsproduktion: 2,8-3,5 kg co₂/kg
Aluminiumoxidproduktion: 4.2-5.1 kg co₂/kg

Avfallshantering överväganden
Valnötsskalfördelar:
Biologisk nedbrytningstid: 60-90 dagar
Depon Impact: Neutral
Vattenförorening: försumbar
Återvinningspotential: 5-7 cykler
Metall slipande utmaningar:
Återvinningskrav: Energiintensiv
Depon Persistens: obestämd
Vattenföroreningsrisk: tungmetaller
Avfallskostnader: $ 120-180/ton
Ekonomisk analys: Total ägandekostnad
Direktkostnadsjämförelse
Initial investeringsanalys:
Walnut Shell Abrasive: $ 0,80-1,20/lb
Stålkorn: $ 0,60-0,90/lb
Aluminiumoxid: $ 1,20-1,80/lb
Driftskostnadsfaktorer
Långsiktiga ekonomiska överväganden:
Utrustningsslitage: 40-60% med valnötskal
Damminsamlingskrav: 30% lägre kapitalinvesteringar
Underhållsstopp: 45% minskning
Avfallskostnader: 65-80% besparingar
Avkastning på investeringsfallsstudie
Automotive Manufacturing Plant Data:
Återbetalningsperiod: 8-12 månader
Årliga besparingar: $ 145 000
Produktivitetsförbättring: 18%
Kvalitetsförbättring: 32% felminskning
Tekniska specifikationer och applikationsriktlinjer
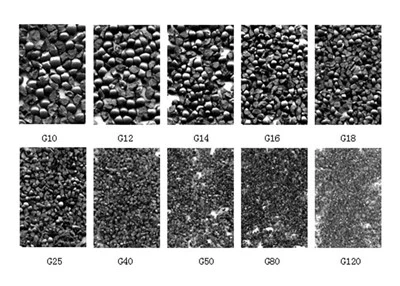
Partikelstorleksfördelning
Optimal storlek för olika applikationer:
Fin polering: 80-100 mesh
Medium rengöring: 40-60 mesh
Tung deburring: 20-40 mesh
Specialiserade applikationer: 100-120 mesh
Prestationsoptimeringsparametrar
Rekommenderade driftsförhållanden:
Lufttryck: 40-80 psi
Munstycksavstånd: 6-18 tum
Påverkningsvinkel: 45-70 grader
Temperatur: 15-35 grad
Branschspecifika implementeringsstrategier
Flyg- och försvar
Implementeringsprotokoll:
Komponenttyp: turbinblad, motorkomponenter
Krav på ytbehandling: RA 0,4-0,8μm
Kontamineringskontroll: ISO 8573-1 Klass 1
Kvalitetsstandarder: AS9100 efterlevnad

Biltillverkning
Bästa praxis:
Underlagstyper: aluminiumlegeringar, kompositer
Ytförberedelse: Främjande av vidhäftning
Beläggningskompatibilitet: Epoxy, polyuretan
Processvalidering: IATF 16949 Krav
Elektronik och halvledare
Tekniska krav:
ESD -skydd: <100 volt tröskel
Partikelgenerering: <100 partiklar/ft³
Kemisk kompatibilitet: pH -neutral
Fuktinnehåll: <2 viktprocent
Framtida trender och teknisk utveckling
Avancerade modifieringstekniker
Emerging Enhancement Technologies:
Ytaktivering: plasmabehandling
Storlekskontroll: Laserstorleksteknik
Impregneringstekniker: polymerförbättring
Hybridformuleringar: sammansatta slipmedel
Automation och Industry 4.0 Integration
Smart tillverkningsapplikationer:
IoT-aktiverad sprängsystem
Övervakning av realtid
Automatiserad medieåtervinning
Prediktiva underhållssystem
Marknadsutvidgningsmöjligheter
Tillväxtsektorer:
Tillverkning av förnybar energi
Produktion av medicintekniska produkter
Efterbehandling av tillsatsstillverkning
Rymdteknikapplikationer
Teknisk support och implementeringstjänster
Applikationsteknikstöd
Omfattande serviceerbjudanden:
Process genomförbarhetsstudier
Utrustningspecifikation vägledning
Prestationsvalideringstestning
Operatörsutbildningsprogram
Kvalitetssäkringsprotokoll
Certifieringskrav:
ISO 9001: 2015 efterlevnad
Materialspårbarhetssystem
Batchkonsistens verifiering
Prestationscertifiering
Slutsats: Rekommendationer för strategisk implementering
Valet mellan valnötskal och metall slipmedel kräver noggrant övervägande av flera faktorer:
Rekommenderade valnötskalapplikationer
Ytkänsliga material
Krav på miljööverensstämmelse
Brandriskmiljöer
Matbearbetningsutrustning
Historiska bevarandeprojekt
Rekommenderade metall slipande applikationer
Tung rostborttagning
Tjock beläggning
Högproduktionsmiljöer
Ytprofilkrav
Värmebeständig underlag
Hybridstrategi överväganden
Många moderna anläggningar implementerar:
Primär rengöring med metall slipmedel
Slutlig efterbehandling med valnötskal
Anpassade medieblandningar
Applikationsspecifika formuleringar
Framtiden för ytbehandling ligger i intelligent sliputbud baserat på tekniska krav, miljööverväganden och ekonomiska faktorer. Valnötskal slipmedel representerar inte bara ett alternativ, utan en sofistikerad lösning för att kräva applikationer där precision, säkerhet och hållbarhet är av största vikt.
När industrin fortsätter att utvecklas mot mer hållbara metoder är Walnut Shell -slipmedel positionerade för att spela en allt viktigare roll i tillverkning, underhålls- och restaureringsapplikationer över hela världen.