Introduktion: Den osungna hjälten från ytförberedelser

Medan metalliska slipmedel dominerar många industriella diskussioner,glaspärlorhar tyst revolutionerade ytbehandlingsprocesser inom kritiska branscher. Värderade till1,8 miljarder dollar 2024(Global Market Insights) beräknas glaskärlor Abrasive Market växa vid6,2% CAGR, drivs av deras unika förmåga att rengöra och avsluta utan att förändra dimensioner eller introducera föroreningar.
Till skillnad från konventionella slipmedel erbjuder glaspärlor:
Non - destruktiv ytförfining
Noll metallföroreningar
Kemisk inerthet
Återvinningsbarhet upp till 30 cykler
Denna omfattande analys undersöker derastekniska specifikationer, branschapplikationerochnya innovationerDet gör dem nödvändiga i precisionstillverkning.
Avsnitt 1: Tekniska specifikationer och tillverkningsprocess
1.1 Komposition och fysiska egenskaper
Industriella glaspärlor är inte standardglas utan konstruerade material med kontrollerade egenskaper:
| Egendom | Betyg | Hög - Prestandaklass |
|---|---|---|
| Hårdhet (Mohs) | 5.5-6.0 | 6.0 - 6.5 (Chrome-Enhanced) |
| Densitet (g/cm³) | 2.4-2.5 | 2.8 - 3.0 (bariuminnehållande) |
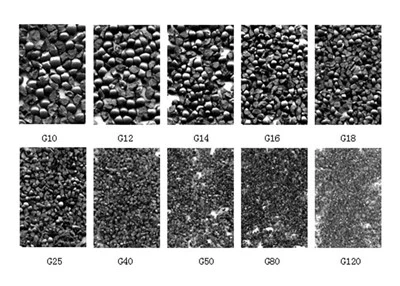
| Storleksintervall (μm) | 50-300 | 10-150 (Precision Grade) |
| Cirkularitet | >0,9 (ISO 9030) | >0,95 (flyg- och rymdklass) |
Tillverkningsprocess:
Rå materialval: High-purity silica sand (SiO₂ >99,5%) med flödesmedel
Smältande:Elektriska ugnar vid 1 400-1 500 grader som säkerställer kemisk homogenitet
Prilling:Ultrasonic Atomization skapar nära - Perfekta sfärer
Glödgning:Kontrollerad kylning eliminerar interna spänningar
Sortering:Precisionssiktning och luftklassificering
Kvalitetskontrollmätningar:
Storlekskonsistens:Mindre än eller lika med 5% variation inom batch
Kristallint innehåll: <1% (prevents spontaneous fracture)
Kemisk stabilitet: <0.1% mass loss in acid testing

Avsnitt 2: Primära slipande applikationer
2.1 Precision rengöring och ytbehandling
Aerospace -komponenter:
Turbinblad oxidation av borttagning utan dimensionell förändring
Boeing 787:40% minskning av trötthet - Kritisk del omarbetning
Ytfinish upprätthålls vidRA 0,2-0,4 um
Tillverkning av medicintekniska produkter:
Implantatytstruktur för förbättrad osseointegration
ASTM F 86 Efterlevnad:Inga inbäddade partiklar
Fallstudie:Stryker -ortopedi uppnådde 35% snabbare bearbetning
2.2 Peening -applikationer
Återstående stressförbättring:
Inducerar tryckspänningar upp till-400 MPa
200% trötthetslivsförlängningi aluminiumlegeringar
Överlägsen skjutning för tunt - Avsnittskomponenter
Fordonsvalidering:
GM Valideringsstandard GMW16098:Obligatoriskt för upphängningskomponenter
Tesla Gigafabrik:Fullt adoption för batterifackspänningslättnad
2.3 Mögel- och matunderhåll
Plastinjektformar:
ÅterställaRA 0,1μmytfinish utan materialavlägsnande
80% minskningi polering av arbetskraftskostnader
DME -standard:Rekommenderas för P20- och H13 -stål
Tryckformar:
Avlägsnavärmekontrollutan dimensionell förändring
25% längre livslängdmellan stora renoveringar

Avsnitt 3: Bransch - Specifik implementering
3.1 Luft- och rymdteknik samt försvar (NADCAP ackrediterad)
klartext
Applikationsprotokoll: 1. Pre - Rengöring: Alkalin decrease per AMS 3819 2. sprängparametrar: - Tryck: 25 - 40 psi (1.7 - 2.8 bar) - avstånd: 6 {14 {14 {14 {14 {14 {in tum) (15 - 25 cm) - Vinkel: 75 - 90 grader 3. Media Specifikation: - AMS 3150C Typ II Klass A - Storlek: 70-110μm för kritiska komponenter 4. Verifiering: - Almen Intensitetstestning - Restvakning MAPPING (X -Ray Diftraktion)
3.2 Automotive och transport
Bromskomponentbehandling:
Ford WSS - M99P999-A1:AngeglaspärlaAvsluta för bromsok
30% förbättringvid vidhäftning av bromsbeläggning
Överföringskomponenter:
ZF FriedrichShafen Specification:Kräver glaspärla som deburerar
15% minskningI garantianspråk för växelfel
3.3 Tillverkning av medicintekniska produkter
Valideringskrav:
FDA 21 CFR 820.70:Processvalideringsdokumentation
ISO 13485:Spårbarhet och batchkontroll
ASTM F3126:Ytkarakteriseringsstandarder
Framgångsmetrisk:
Johnson & Johnson:Uppnådde 99,7% först - Passutbyte vid implantatbehandling
Avsnitt 4: Jämförande prestationsanalys
4.1 mot aluminiumoxid
| Parameter | Glaspärlor | Aluminiumoxid |
|---|---|---|
| Avlägsnande av material | Minimal (0,1-0,5 um) | Aggressiv (5-20μm) |
| Ytfin | Förbättrad (↓ RA 25-50%) | Roughened (↑ RA 200-400%) |
| Underlagsskador | Ingen | Potential inbäddning |
| Kostnad per del | $0.15-0.25 | $0.08-0.15 |
| Bearbetningshastighet | Långsammare (kvalitetsfokus) | Snabbare (produktionsfokus) |
4.2 mot plastmedier
Fördel:Bättre konsistens och återvinningsbarhet
Nackdel:Högre initialinvestering
Crossover -punkt:15, 000+ delar årligen gynnar glaspärlor

Avsnitt 5: Operational Best Practices
5.1 Utrustningskonfiguration
BLAST CABINET KRAV:
Fuktseparatorer (daggpunkt<-40°C)
VL-37 kompatibeldammsamlare
Polyuretanfoder(minskar pärlfrakturen)
Munstycksval:
Volframkarbid:300-400 timmars livslängd
Bor Carbide:800-1 000 timmars livslängd
Diameter:3/8 "för de flesta applikationer
5.2 Processoptimering
klartext
Parameteroptimeringssekvens:
1. Val av mediastorlek: - Fin (50 - 100μm): Precision Finishing - Medium (100-200μm): Allmänt syfte-grovt (200-300μm): tung rengöring
2. Tryckjustering: - Börja vid 20 psi, öka tills önskad effekt - aldrig överskrida 60 psi (orsakar överdrivet brott)
3. Återvinningshantering: - skärm ut fragment<50% of original size - Replace 10-15% media weekly
5.3 Kvalitetskontrollförfaranden
Dagliga kontroller:
Fuktinnehåll (<0.1% by weight)
Storleksfördelning (laserdiffraktion)
Kontamineringsnivå (magnetisk separationstest)
Veckovis validering:
Almen striptestning för peening -applikationer
Ytprofilometri för efterbehandlingsprocesser
Avsnitt 6: Ekonomisk och miljömässig påverkan
6.1 Kostnadsanalys
| Kostnadsfaktor | Traditionell bearbetning | Glaspärla bearbetning |
|---|---|---|
| Mediekostnad/del | $0.08-0.12 | $0.18-0.25 |
| Arbetskostnad/del | $0.35-0.50 | $0.15-0.20 |
| Bortskaffningskostnad | $0.05-0.08 | $0.01-0.02 |
| Total kostnad/del | $0.48-0.70 | $0.34-0.47 |
Återbetalningsperiod:Vanligtvis 6-9 månader för konvertering från manuell polering
6.2 Förmåner för hållbarhet
Avfallsminskning:
95% mindre avfall jämfört med disponibla slipmedel
Stängd - slingesystemuppnå nära - noll urladdning
Energieffektivitet:
40% lägre energiförbrukning kontra elektrokemiska processer
Kolavtryck:0,8 kg Co₂/kg vs . 3.2 kg för aluminiumoxid
Regleringsöverensstämmelse:
Nå kompatibel:Inga SVHC -ämnen
OSHA -vänlig:Kiselinnehåll<1% (below PEL limits)
Avsnitt 7: Emerging Innovations and Future Trends
7.1 Smart glaspärlteknik
Färg - Byt pärlor:Ange slittillstånd genom pH -känslighet
RFID - aktiverad spårning:Övervaka användningscyklerna automatiskt
Nanokompositbeläggningar:Grafenbeläggning ökar livslängden 3x
7.2 Hybridblästringssystem
Glaspärla + co₂ sprängning:Kombinationsstädning och efterbehandling
Sekventiell bearbetning:Aluminiumoxid följt av glaspärlpolering
Robotintegration:6 - Axisrobotar med realtidsjustering
7.3 Avancerad återvinningsteknik
Elektrostatisk separering: Purity >99,5% efter 30 cykler
Lasersortering:Avlägsnar automatiskt sprickade pärlor
På - webbplatsförnyelse:Mikrovågsbehandling återställer ytenergi
Slutsats: Precisionsfördelen
Glaspärlor representerar toppen avkontrollerad ytförfining, erbjudande:
✔ Dimensionell stabilitetoöverträffad av aggressiva slipmedel
✔ Miljööverensstämmelsealltmer krävs av tillsynsmyndigheterna
✔ Ekonomisk effektivitetgenom förlängd medieliv
Deras unika kombination avskonsam skärningochkonsekvent prestandaGör dem nödvändiga för branscher där precision uppväger rå hastighet.
För ansökan - Specifika rekommendationer, begär vår gratis mediavalguide inklusive tekniska specifikationer och valideringsprotokoll.