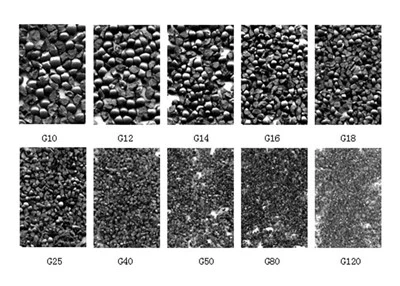
Nationell standard G-seriens stålkornstorlek, partikeldiameter och jämförelsetabell för tillämpningar
| Modell | Partikelstorleksintervall (mm) | Referens Ra Grovhet | Huvudsakliga tillämpliga arbetsstycken |
|---|---|---|---|
| G12 | 2.00–2.80 | 70–100μm | Kraftig rostborttagning för tjocka stålplåtar, sandrengöring för stora gjutgods, eliminering av tjocka oxidavlagringar |
| G14 | 1.40–2.00 | 55–80μm | Tunga stålkonstruktioner, broar, kraftig rostrengöring för fartygsskrov |
| G16 | 1.00–1.40 | 40–65μm | Rörledningar, vanliga stålramar, konventionell blästringsgrundning för containrar |
| G18 | 0.71–1.00 | 30–50μm | Mekaniska gjutgods, gaffeltruckdelar, kulblästring för vanliga stämplingar |
| G20 | 0.60–0.85 | 25–40μm | Utmattningsförstärkning för växlar, vevaxlar, fjädrar (vanlig förstärkningsgrad) |
| G25 | 0.42–0.60 | 20–32μm | Bilreservdelar, lagerkomponenter, spänningsförstärkning för precisionssmide |
| G30 | 0.30–0.42 | 12–22μm | Matt finish för delar av rostfritt stål och aluminium, fint underlag före sprutning |
| G40 | 0.21–0.30 | 8–15μm | Tunna plattor, tunna-väggar, lätt blästring för dekorativa ytor, finbehandling före plätering |
| G50/G80 | 0.12–0.21 | <10μm | Ultra-tunna ark, medicinsk utrustning, finpolerande grundning |
Tips för nyckelval
1. Hög vidhäftning och tjock färgfilm: Medium-grov korn (G14–G18)
2. Mot-förstärkning av trötthet: Håll dig till G20/G25för jämn och stabil tryckspänning
3. Fint utseende, tunn färg/galvanisering: Finkornig G30 och mindre
4. Plattor tunnare än 3 mm: Använd inte grovkorn över G16 för att undvika deformation
")